ГЛАВНАЯ
ГЛАВНАЯAutoSeamless тройной-тянуть трубы машины
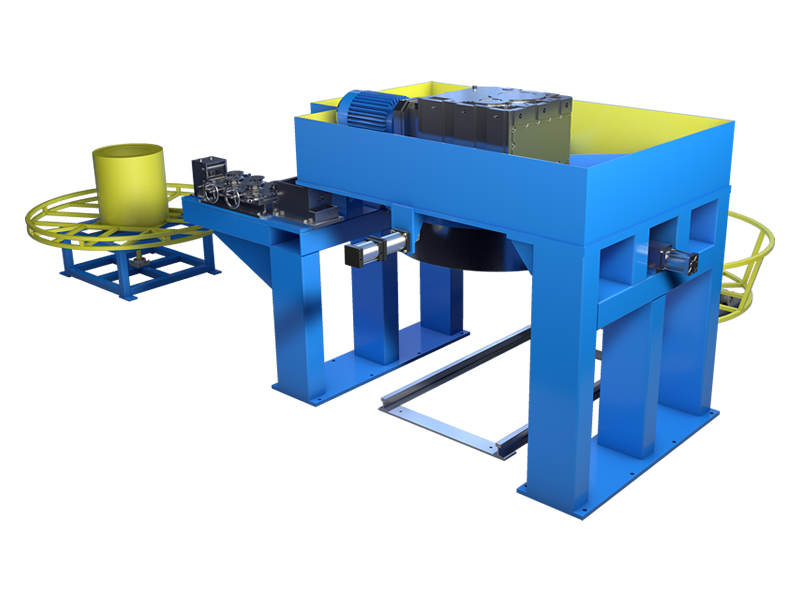
Безшовная труба делая машину

Черные и цветные бесшовные трубы машины и оборудование для производства, основной продукцией являются: холодной прокатки труб машина, перфоратор, выпрямитель и вспомогательная продукция для производства труб. LD15X2, LG-30-H, LG-30-HL(L означает непрерывное качение), LD30, LD45, LG-50-H, LG-50-HL, LD60, LGK60-H, LG-60-H(I), LG-60-H(II), LG-60-H(III), LG60Y-H, LD80, LG-90-H, LG-90-HL, LG-120-H, LD120, LD170, 45-90 групп перфоратора и других продуктов можно подгонять для произведения различных спецификаций, размеров, материалов, И т. д. в соответствии с потребностями клиента.Автоматическая мульти-линия состав и особенности машины волочения в холодном состоянии:
Холодная машина шкалы главным образом состоит из питаясь стенда, получая стенд ринв, штангу нажимая прибор, рамку платформы стержня ядра поднимаясь, прибор регулировки дорна передний и задний, место плашки тяги, часть тела кровати, рисуя вагонетку, главное устройство передачи, разрядку транспортируя прибор цепей, автоматический законченный шкаф собрания продукта, етк.Когда прибор обнаружения на питаясь платформе не обнаруживает пробел трубки когда чертеж начинает, поднимаясь материальные подъемы рамки для того чтобы свернуть пробел трубки для того чтобы преградить материальное удерживающее устройство. Когда прибор обнаружения обнаруживает пробел трубки, поднимаясь материальная рамка автоматически падает, получая ринв поднимает верхний дефлектор, и прибор приборов шкафа и приставки автоматически распределяет пробел трубки в получая ринв шкафа получая. Принимающий желоб имеет определенный наклон, а приемный желоб оснащен роликом, который поднимается через цилиндр, катит заготовку трубки к перегородке, чтобы заблокировать ее. В это время, отжимая цилиндр нажимает вне и отжимает кабель пробела трубки, в это время, рамка платформы штанги ядра поднимаясь к разбивочному положению штанги. Цилиндр первого хода на седле стержня с сердечником выдвигается и передает оправку во внутреннее отверстие заготовки трубки, а заготовка трубки быстро надевается на стержень с помощью тележки для перевозки материалов на приемном стенде после износа рамы подъемной платформы стержня, Он падает на линию центра чертежа. В это время цилиндр первого хода автоматически выталкивает три цилиндра, стержень сердечника, оправку и пустую тяговую головку на скейтборде через отверстие для чертежной матрицы вместе, в это время, после получения первого хода на месте управляющий сигнал, тележка для рисования, Который ждал, пока чертежный штамп сидит, толкает цилиндр губки гаечного ключа, чтобы зажать пустую головку трубки, и главный двигатель начинает загонять губку гаечного ключа к цепи звездочки, заставляя тележку вытягивать и в то же время, Цилиндр второго хода также выталкивается и начинает вытаскиваться. В это время, верхний цилиндр подъемного устройства тела кровати нажат вне, и для того чтобы соединить материальный прибор нажат к верхнему краю. После того как чертеж завершен, стальная труба падает на подниматься для того чтобы соединить материальный прибор. Вверх и вниз, в это время, действие конвейерных цепей на устройстве разгрузочного конвейерного цепей, когда он падает на конвейерные цепи, контроль качества скатывается к автоматической падающей стойке сбора, а агрегатная стойка оснащена платформой обнаружения при тестировании готовой трубы, Используйте кнопку для управления цилиндром, чтобы нажать платформу обнаружения в плоское положение для обнаружения, и в то же время потяните тележку и быстро вернитесь к сидящей стороне чертежной матрицы, чтобы дождаться следующей автоматической логической работы.Особенности:
1. Это оборудование может нарисовать трубу углерода стальную, сталь подшипника, низколегированная сталь, нержавеющую сталь, медный молибден и различные цветные металлы.2. Вся машина принимает самый последний и простой дизайн настоящего процесса завальцовки, который легок для того чтобы работать, уменьшает обслуживание и удобный для поддержания.3. Тело кровати машины волочения в холодном состоянии принимает структуру К-рамки двух-цепи, и центр цепи согласуется с центром чертежа.4. Сферическая конструкция основания вытяжной матрицы позволяет легко выпрямлять.5. Чертежная тележка удобно заменять на губку для гаечного ключа.6. Главный привод оснащен двигателем постоянного тока, который является энергосберегающим и стабильным.7. Вся машина принимает режим автоматического управления ПЛК, и вся линия имеет дисплей различных параметров, различных функций безопасности блокируя и сигнала тревоги.8. Каждый проход достигает идеальной коррекции отклонения тарифа уменьшения и стены трубы.
9. Внутренний и наружный диаметр и толщина стенки могут получить чрезвычайно высокие требования к допуску и шероховатость.
Автоматическая одиночная цепь 3 линия параметры машины волочения в холодном состоянии технические:
|
Серийный номер |
Название проекта |
Единица |
LB-15T-3 |
LB-20T-3 |
LB-30T-3 |
LB-45T-3 |
|
1 |
Наружный диаметр трубной заготовки |
Мм |
Φ8-Φ18-(32) |
Φ8-Φ20(32) |
Φ9-Φ32(42) |
Φ19-Φ68 |
|
2 |
Толщина заготовки |
Мм |
0,8-3 |
0,8-3,5 |
0,8-3,5 |
0,8-4 |
|
3 |
Диаметр готовой трубки наружный |
Мм |
Φ5-Φ12, 7 (25,4) |
Φ5-Φ15(28) |
Φ6-Φ25(38) |
Φ16-Φ60, 5 |
|
4 |
Толщина стенки готовой трубы |
Мм |
0,5-2,5 |
0,5-3 |
0,5-3 |
0,5-3,5 |
|
5 |
Счетчик тяги |
Поддержка |
1, 2, 3 |
1, 2, 3 |
1, 2, 3 |
1, 2, 3 |
|
6 |
Максимальная общая сила рисования |
КН |
150 |
200 |
300 |
450 |
|
7 |
Скорость рисования |
М/мин. |
0-6 (плавное регулирование скорости) |
0-8 (плавное регулирование скорости) |
0-10 (плавное регулирование скорости) |
0-8,5 (плавное регулирование скорости) |
|
8 |
Вытягивая скорость возвращения вагонетки |
М/мин. |
40 (регулируемый) |
40 (регулируемый) |
40 (регулируемый) |
40 (регулируемый) |
|
0 |
Скорость ношения удочки |
М/мин. |
0-50 |
0-50 |
0-50 |
0-50 |
|
10 |
Сила главного мотора |
КВт |
30 |
35 |
75 |
75
|
Сопутствующие товары